



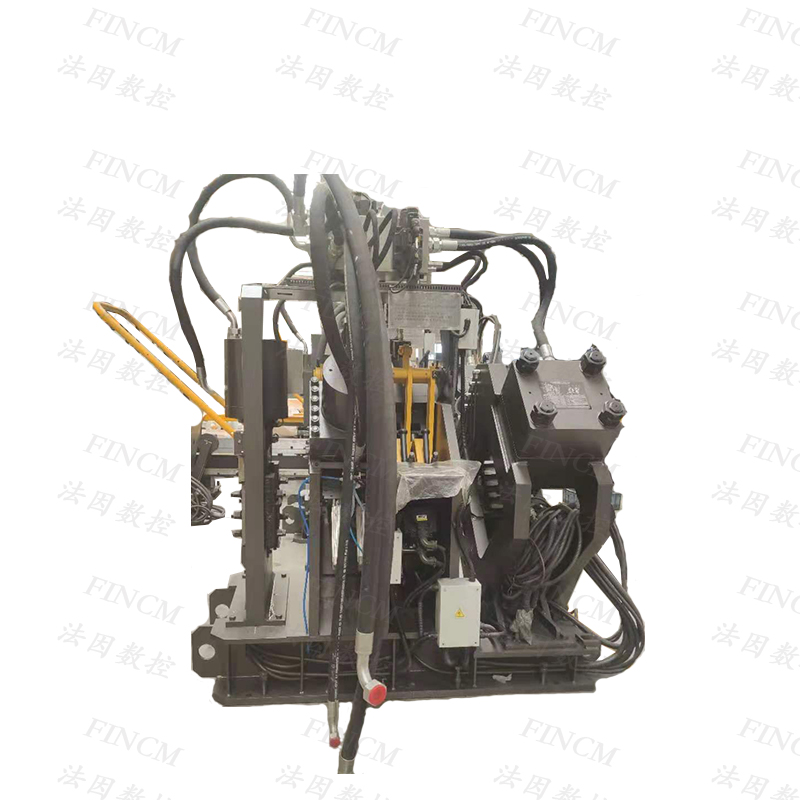




Станок для штамповки и резки угловой стали с ЧПУ BL1412




| НЕТ. | Элемент | Параметры |
| 1 | Размеры уголка | 40*40*3-140*140*12(Q345) |
| 2 | Максимальный диаметр пробивки | φ25,5 мм (толщина 12 мм, Q345) |
| 3 | Номинальная сила пробивки | 540 кН |
| 4 | Номинальная сила маркировки | 1030 кН |
| 5 | Номинальная сила резания | 750 кН |
| 6 | Максимальная длина необработанного угла | 12 м |
| 7 | Количество штамповочных головок с каждой стороны | 2 |
| 8 | Количество рядов пробивки с каждой стороны | произвол |
| 9 | Количество групп символов | 4 группа |
| 10 | Размеры персонажей | 14×10 мм |
| 11 | Режим резки | Режущий инструмент с двумя лезвиями |
| 12 | Количество осей | 3 |
| 13 | Скорость подачи | 40 м/мин |
| 14 | Общие габариты | 25/7*2,2 м (только для справки) |
| 15 | Макет | Тип А или В |
1. Основная конструкция состоит из маркировочного блока, двух пробивных блоков и режущего блока.
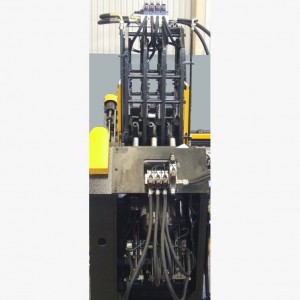
1) Маркировочный блок имеет закрытый корпус, что обеспечивает высокую прочность. В комплекте четыре сменных блока префиксов, каждый из которых
В поле для префикса можно разместить 10 символов;
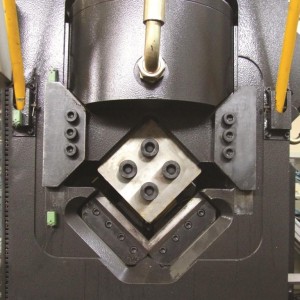
2) Пробивной узел имеет закрытый корпус, что обеспечивает его высокую прочность и возможность установки на закрытой платформе.
Полноразмерная поддержка материала и прижимное устройство обеспечивают точное расстояние. Каждый пробивной узел оснащен
Три комплекта штампов для пробивания отверстий трех разных диаметров с каждой стороны уголка.
Передача изменяет квазирасстояние, и это квазирасстояние регулируется плавно.
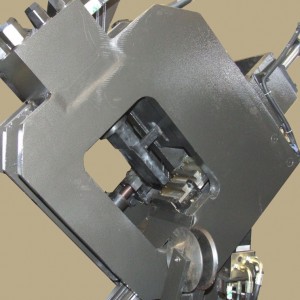
3) Ножницы имеют закрытый корпус, что обеспечивает высокую прочность. Двухлезвийный механизм резки гарантирует надежное режущее лезвие.
Поверхность ровная, а зазор среза легко регулируется. Механизм резки с одним лезвием обеспечивает аккуратный срез и легко регулируемый зазор среза.
2. Уголок зажимается пневматическими зажимами и быстро перемещается для позиционирования. Подача по оси X осуществляется с помощью серводвигателя.
Передача сигнала, обратная связь от поворотного энкодера, полностью замкнутая система управления, высокая точность.
3. Поперечный поддон состоит из четырех цепей с циферблатами и рамы. Цепи приводятся в движение двигателем.
управляется машиной.
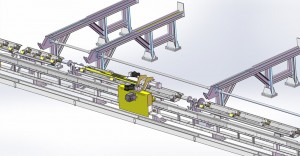
4. Вращающийся питатель приводится в движение двигателем через редуктор и цепь и вращает уголок стали на горизонтальном подающем конвейере в продольный конвейер.
5. Разгрузочный канал состоит из корпуса канала и цилиндра. Готовый уголок выбрасывается с производственной линии путем вращения после выхода из основной части машины.

6. Станок имеет три оси с ЧПУ: перемещение и позиционирование подающей тележки, а также перемещение и позиционирование штамповочной рамы пробивного узла вверх и вниз.
7. Пневматический цилиндр, электромагнитный клапан, гидравлический клапан, программируемый контроллер ПЛК, серводвигатель, драйвер и т. д., входящие в состав станка, являются импортными комплектующими высокого качества, обеспечивающими высокую надежность и точность оборудования.
8. Компьютерное программирование простое, оно позволяет отображать графическое представление материала и координаты расположения отверстий, что удобно для контроля. Использование верхнего уровня управления компьютером значительно упрощает хранение и вызов программ; отображение графиков; диагностику неисправностей и удаленную связь.
| NO | Имя | Бренд | Страна |
| 1 | сервомотор переменного тока | Дельта | Тайвань, Китай |
| 2 | ПЛК | Дельта | |
| 3 | Двухлопастной насос | Альберт | США |
| 4 | Электромагнитный разгрузочный клапан | АТОС/Юкен | Италия / Тайвань, Китай |
| 5 | Предохранительный клапан | АТОС/Юкен | |
| 6 | Электромагнитный предохранительный клапан | АТОС/Юкен | |
| 7 | Электрогидравлический распределительный клапан | ДЖАСТМАРК | Тайвань, Китай |
| 8 | Электромагнитный распределительный клапан | ДЖАСТМАРК | |
| 9 | Обратный клапан | ДЖАСТМАРК | |
| 10 | Воздушный клапан | AirTAC | |
| 11 | Автобус-бар | AirTAC | |
| 12 | Значение воздуха | AirTAC | |
| 13 | Цилиндр | СМК/ХБП | Япония |
| 14 | Двухуровневая квартира | СМК/ХБП | |
| 15 | Компьютер | леново | Китай |
Примечание: Выше указан наш постоянный поставщик. В случае непредвиденных обстоятельств, если предыдущий поставщик не сможет поставить необходимые компоненты, он может заменить их на комплектующие аналогичного качества другой марки.



Наша компания производит станки с ЧПУ для обработки различных стальных профилей, таких как уголки, двутавровые балки/U-образные швеллеры и стальные листы.
| Тип бизнеса | Производитель, торговая компания | Страна / Регион | Шаньдун, Китай |
| Основная продукция | Собственность | Частный владелец | |
| Общее количество сотрудников | 201–300 человек | Общий годовой доход | Конфиденциально |
| Год основания | 1998 | Сертификаты(2) | |
| Сертификация продукции | - | Патенты(4) | |
| Товарные знаки(1) | Основные рынки |
|
| Заводской размер | 50 000–100 000 квадратных метров |
| Страна/регион производства | № 2222, Сентри-авеню, зона высокотехнологичного развития, город Цзинань, провинция Шаньдун, Китай. |
| Количество производственных линий | 7 |
| Контрактное производство | Предлагаются услуги OEM, услуги по дизайну, возможность нанесения торговой марки на продукцию покупателя. |
| Годовая стоимость продукции | 10–50 миллионов долларов США |
| Название продукта | Производственная мощность линии | Фактически произведено единиц продукции (за предыдущий год) |
| Линия угла ЧПУ | 400 комплектов в год | 400 комплектов |
| Станок для сверления и распиловки балок с ЧПУ | 270 комплектов в год | 270 комплектов |
| Станок для сверления листового металла с ЧПУ | 350 комплектов в год | 350 комплектов |
| Станок для штамповки листового металла с ЧПУ | 350 комплектов в год | 350 комплектов |
| Язык общения | Английский |
| Количество сотрудников в торговом отделе | 6-10 человек |
| Среднее время выполнения заказа | 90 |
| Регистрационный номер экспортной лицензии | 04640822 |
| Общий годовой доход | конфиденциально |
| Общий доход от экспорта | конфиденциально
|
Категории товаров
-

BL2020C BL1412S Станок для маркировки и пробивания отверстий в угловом профиле с ЧПУ...
-

Станок для штамповки и резки угловой стали с ЧПУ APM2020
-

Пробивка, резка и маркировка угловой стали на станках с ЧПУ...
-

Станок для штамповки, маркировки и резки швеллера с ЧПУ
-

Станок для штамповки и резки угловой стали с ЧПУ APM1010
-

Станок для штамповки и резки угловой стали с ЧПУ APM1616