







Двухстоловый портальный мобильный станок с ЧПУ для сверления листового металла PD16C




| Элемент | Имя параметра | Значение параметра |
| Тарелкаразмер | Тарелкатолщина перекрытия | Макс. 80 мм |
| Ширина*длина | 1000 мм × 1650 мм 1 штука | |
| 825 мм × 1000 мм 2 штуки | ||
| 500 мм × 825 мм 3 предмета | ||
| Диаметр сверла | Φ12 мм-Φ50 мм | |
| Метод с регулируемой скоростью | Бесступенчатая регулировка скорости инвертора | |
| Скорость вращения(обороты в минуту) | 120—560 об/мин | |
| Технологический корм | Гидравлическая бесступенчатая регулировка скорости | |
| Тарелказажим | Толщина зажима | 15—80 мм |
| Количество зажимных цилиндров | 12个 | |
| Сила зажима | 7,5 кН | |
| Мотор | шпиндельный двигатель | 5,5 кВт |
| Двигатель гидравлического насоса | 2,2 кВт | |
| Двигатель конвейера для стружки | 0,4 кВт | |
| Двигатель насоса охлаждения | 0,25 кВт | |
| Сервомотор оси X | 1,5 кВт | |
| Сервомотор оси Y | 1,0 кВт | |
| Размер машины | Длина*ширина*высотаt | около 3160*3900*2780 мм |
| Уайт | Машина | около 4000 кг |
| Система удаления стружки | около 400 кг | |
| Гладить | Ось X | 1650 мм |
| Ось Y | 1000 мм |
1. Данный станок в основном состоит из станины, портала, поворотного стола (двухстоечного), сверлильной головки, гидравлической системы, системы управления, централизованной системы смазки, системы удаления стружки, системы охлаждения, быстросменного патрона и т. д.
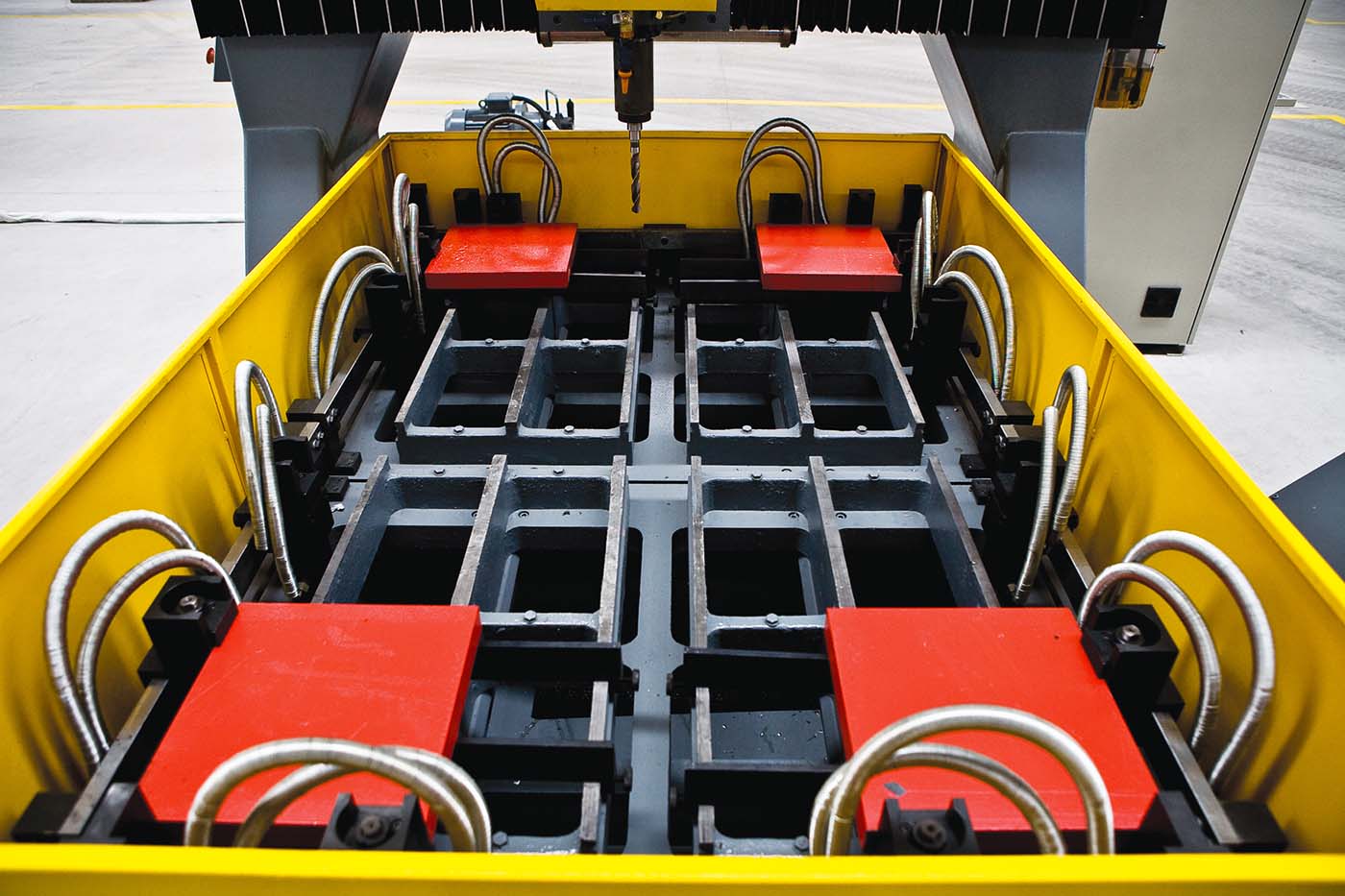
2. Данная машина имеет форму неподвижной станины и подвижного портала. Портал, станина и рабочий стол представляют собой сварные конструкции, и после термической обработки точность стабильна. Пластина зажимается гидравлическими зажимами, а управление оператором осуществляется с помощью ножного переключателя, что удобно и экономит трудозатраты;


3. Этот станок имеет 2 оси ЧПУ: перемещение портала (ось X); перемещение сверлильной головки по балке портала (ось Y). Каждая ось ЧПУ направляется прецизионными линейными направляющими, которые напрямую приводятся в движение серводвигателем переменного тока + шариковинтовой передачей. Гибкое перемещение и точное позиционирование.
4. Гидравлическая автоматическая система управления ходом буровой головки — это запатентованная технология нашей компании. Перед использованием не требуется устанавливать какие-либо параметры, а переключение между режимами быстрого вращения вперед, работы вперед и быстрого вращения назад осуществляется автоматически благодаря комбинированному действию электрогидравлики.
5. В данном станке используется централизованная система смазки вместо ручного управления, что обеспечивает надлежащую смазку функциональных частей, повышает производительность станка и продлевает срок его службы.
6. В программе управления используется программное обеспечение, разработанное нашей компанией и совместимое с программируемым контроллером.



Краткая информация о компании  Информация о заводе
Информация о заводе  Годовая производственная мощность
Годовая производственная мощность  Торговая способность
Торговая способность 
Категории товаров
-

Сверлильный станок с ЧПУ PLD2016 для стальных листов
-

Портальные передвижные станки с ЧПУ для сверления PLD3030A и PLD4030...
-

Сверлильный станок с ЧПУ PD30B для обработки листового металла
-

Технический документ PDDL2016 Тип «Интеллектуальный...»
-

Портальный передвижной станок с ЧПУ для сверления листового металла PLD7030-2
-

Сверлильный станок с ЧПУ PHD2020C для стальных листов