






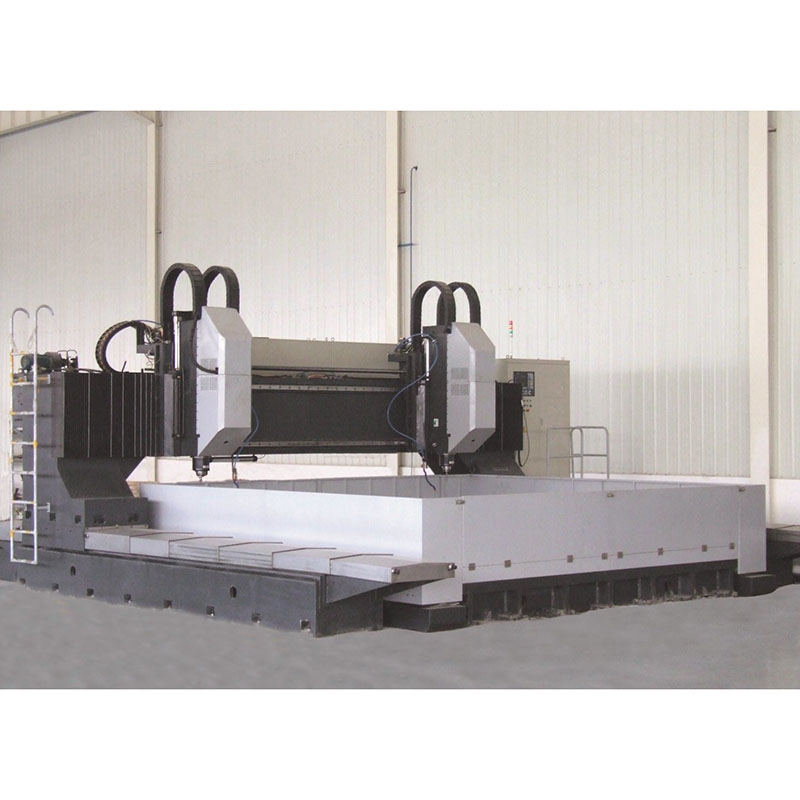
Портальный сверлильный станок с ЧПУ серии PM (роторная обработка)




| NO | Элемент | Параметр | |||
| PM20A | PM25B | PM30B | |||
| 1 | Максимальный размер материала | Измерение обработки | Φ800~Φ2000 мм | φ1000~φ2500 мм | φ1300~φ3000 мм |
| Максимумматериалтолщина | 300 мм | ||||
| 2 | Поворотный стол (C-ось) статическое давление | Диаметр поворотного стола | 2000 мм | Ф2500 мм | Ф3000 мм |
| ширина Т-образного паза | 36 мм | ||||
| Lдорожный подшипник | 3Т/м | 30Т | 40Т | ||
| Установить минимальную единицу индексации | 0,001° | ||||
| скорость вращения по оси С | 0-1 об/мин | ||||
| точность позиционирования по оси C | 8"((Особая настройка) | ||||
| Точность повторного позиционирования по оси C | 4"((Особая настройка) | ||||
| Масса | 17 тонн | 17 тонн | 19 тонн | ||
| 3 | Головка грифа | Максимальный диаметр скважины | Φ96 мм | Φ60 мм(Сверло из твердосплава) | Φ70 мм(Сверло из твердосплава) |
| Максимальный диаметр нарезки | М30 | М45 | М56 | ||
| Максимальная скорость вращения шпинделя | 3000 об/мин | 2000 об/мин | |||
| Конус шпинделя | БТ50 | ||||
| Мощность шпиндельного двигателя | 45 кВт | 30/41 кВт | 30/45 кВт | ||
| Максимальный крутящий момент шпинделя ≤ 250 об/мин | 1140/1560 Нм | ||||
| Переменная рамка | 1:1.2/1:4.8 | ||||
| Расстояние между торцевой поверхностью шпинделя и поворотным столом. | 400-900 мм | 400-1050 мм | |||
| Расстояние от оси шпинделя до центра поворотного стола | 500-1700 мм | 650-1850 мм | |||
| 4 | Гидравлическая система | Давление/расход гидравлического насоса | 6,5 МПа/25 л/мин | ||
| Мощность двигателя гидравлического насоса | 3 кВт | ||||
| 5 | Электрическая система | Система числового управления | Siemens 828D | ||
| Количество осей ЧПУ | 3+1 | 3+1 | 3+1 | ||
| Суммарная мощность двигателя | о75kW | около 50 кВт | около 70 кВт | ||
| 6 | Габариты станка (Д*Ш*В) | Aпримерно 5,8 х 4,2 х 5 м | около 6,3*4.7*5m | ||
| 7 | Maв мавес киля | ≥17 тонн | Машина: 20-тонная гидростатическая поворотная башня:17Т | Машина: 20Т Гидростатическая турель:19Т | |
1. Станок в основном состоит из станины и продольного суппорта, портала и поперечного суппорта, автоматического зажимного патрона, вертикальной сверлильной головки, гидравлической системы, системы охлаждения, электрической системы, автоматической системы смазки и других частей.

2. Шток, вращающийся по оси Z, установлен вертикально на направляющей, вращающейся по оси Y, которая перемещается парами линейных роликовых направляющих с обеих сторон штока, приводится в движение парой ходовых винтов, приводимых в движение сервомотором, и уравновешивается гидравлическим цилиндром.
3. Вертикальный гидравлический цилиндр сверлильной головки с ЧПУ-подачей в направлении оси Z установлен на подвижной направляющей пластине портала в направлении оси Y для балансировки. В сверлильной головке используется специальный частотно-регулируемый двигатель шпинделя, приводящий шпиндель в движение синхронным ремнем. Он обладает большим крутящим моментом на низких оборотах и может выдерживать большие режущие нагрузки. Также подходит для высокоскоростной обработки твердосплавных инструментов.

4. В качестве сверлильного шпинделя данного станка используется прецизионный шпиндель тайваньского производства (с внутренним охлаждением). Конусное отверстие шпинделя BT50 оснащено автоматическим протяжным механизмом с пружиной типа «бабочка».
5. Автоматический зажимной патрон используется для автоматического зажима кольцевого материала, при этом усилие зажима легко регулируется. Патрон отделен от станины, что обеспечивает быстрое автоматическое зажимание и надежную работу.
6. Направляющие оси X с обеих сторон станка оснащены защитными кожухами из нержавеющей стали, а направляющие оси Y — гибкими защитными кожухами на обоих концах с функцией плавного ограничения.
7. Машина оснащена плоским цепным конвейером для стружки, приемным ящиком для стружки откидного типа, системой охлаждения с бумажным фильтром, а охлаждающая жидкость рециркулируется.

8. В системе ЧПУ данного станка используется испанский FAGOR8055 с электронным маховиком, обладающий широкими функциональными возможностями и простым управлением. Он оснащен верхним компьютером и интерфейсом RS232, а также функциями предварительного просмотра и проверки обработки. Интерфейс управления имеет функции диалога между человеком и машиной, компенсации ошибок и автоматической сигнализации.
| NO | Имя | Бренд | Страна |
| 1 | Роликовая линейная направляющая | ХИВИН | Тайвань, Китай |
| 2 | Шариковый винт | НЕФФ/ИФ | Германия |
| 3 | Поворотный стол Ф 2500 (статическое давление) | Группа компаний JIER Tool Machine | Китай |
| 4 | Система числового управления | Siemens 828D | Германия |
| 5 | Подача сервомотора и драйвера | Сименс | Германия |
| 6 | Главный двигатель | Сименс | Германия |
| 7 | Решётчатая линейка | ФАГОР | Испания |
| 8 | Шпиндель | Кентерн | Тайвань, Китай |
| 9 | Гидравлический клапан | АТОС | Италия |
| 10 | Масляный насос | Джастмарк | Тайвань, Китай |
| 11 | Автоматическая система смазки | БИДЖУР | США |
| 12 | Насос охлаждения | Туфли Фэнчао | Китай |
| 13 | Кнопка, индикаторная лампа и другие основные электрические компоненты | Шнайдер | Франция |
| 14 | Tслучай передачи | ГТФ | Тайвань, Китай |
Примечание: Выше указан наш стандартный поставщик. В случае несоответствия требованиям поставщика и отсутствия необходимых компонентов, он может быть заменен на комплектующие аналогичного качества другого производителя.



Краткая информация о компании  Информация о заводе
Информация о заводе  Годовая производственная мощность
Годовая производственная мощность  Торговая способность
Торговая способность 

