





Станок для штамповки, резки и маркировки U-образных и плоских профилей с ЧПУ PUL14




| Работающий материалдиапазон | 80x43x5~140x60x8mm(Канал U) |
| 40x3-80x8mm(Плоский бар) | |
| Материалтип | Q235 |
| Номинальная сила удара | 950KN |
| Максимальный диаметр пробивкиr | φ26mm(Круглыйдыра) |
| φ22x60mm(Овалдыра) | |
| Количество пробивокпозиции | 3 |
| Номинальная сила маркировки | 630KN |
| Количествомаркировкагруппы | 4 |
| Количествомаркировкапо группам | 10 |
| Характерразмер | 14x10x19mm |
| Номинальная сила сдвига | 750KN(полосовая сталь) |
| 1000KN(Канал-сталь) | |
| Отрезатьрежим | Одинокийножницы |
| Максимумсырьеленгth | 9m |
| Максимально завершеноматериалдлина | 3m |
| Точность обработки | Соответствует требованиям GB/T 2694-2010 |
| Режим охлаждения | водяное охлаждение |
| Суммарная мощность оборудования | 33KW |
| Габариты машины | 27х9х2.2m |
| Вес нетто | Примерно 14тонны |
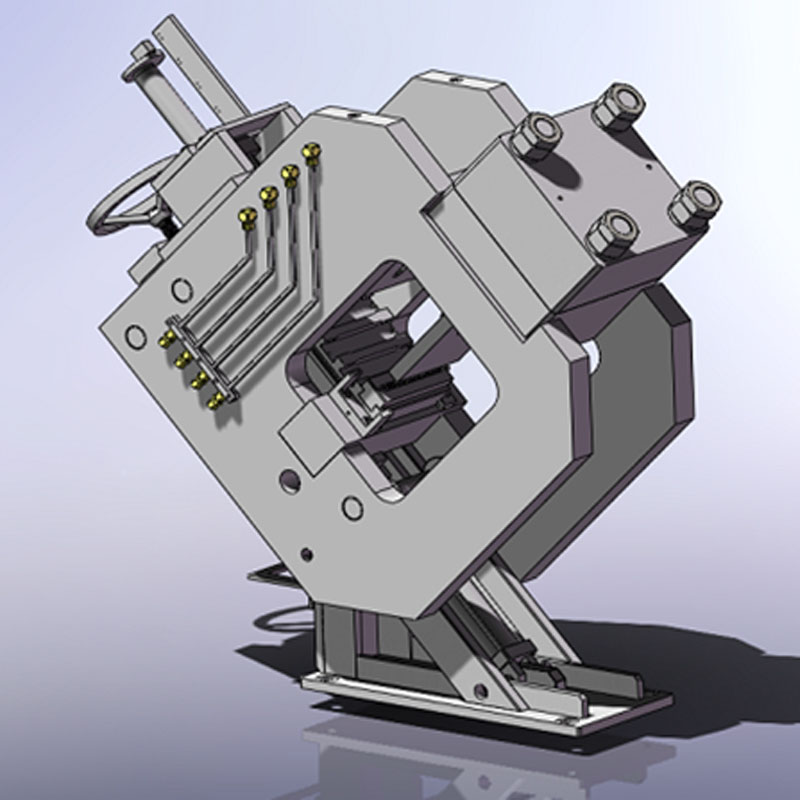
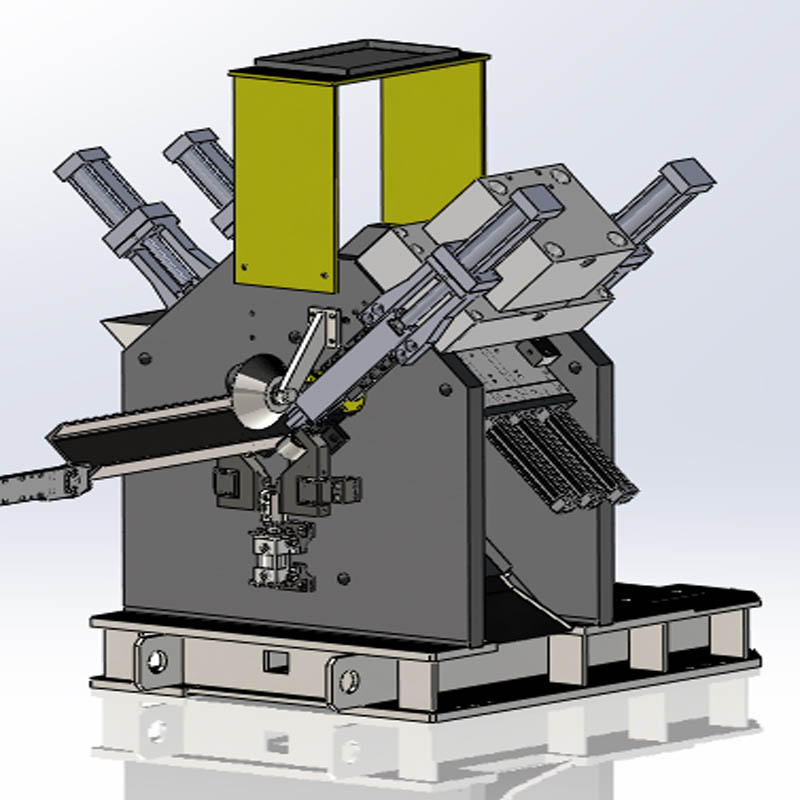
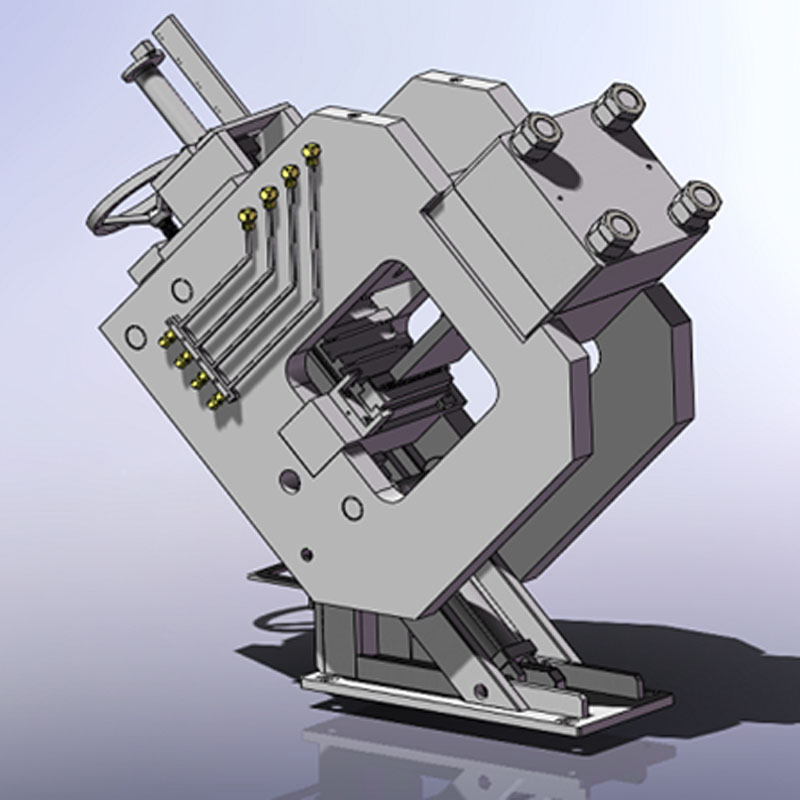
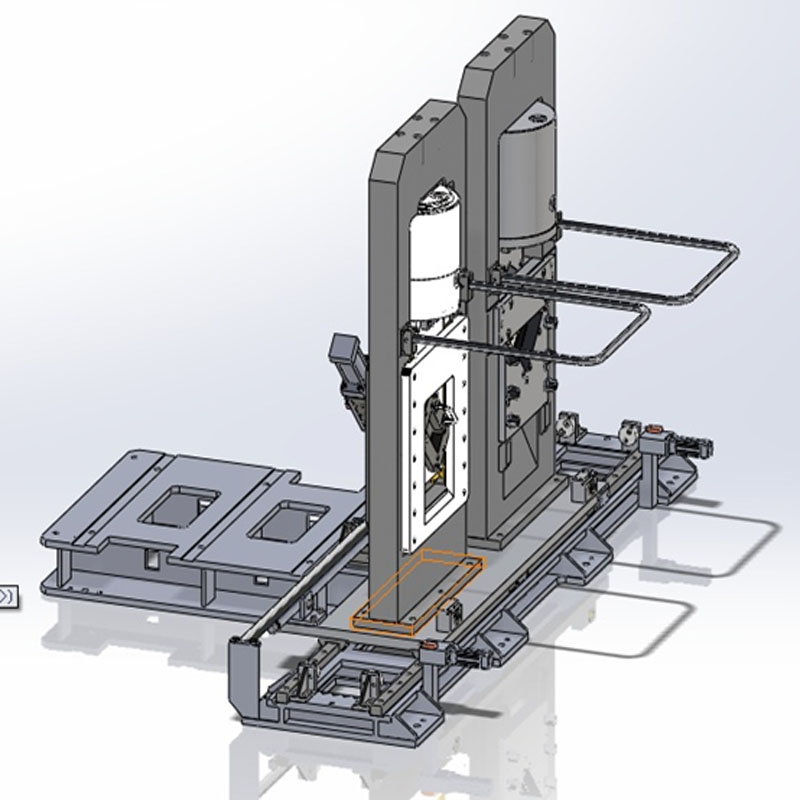
1. Основной станок состоит из маркировочного блока, пробивного блока и режущего блока.
① Маркировочный блок имеет закрытый корпус. В комплект входят четыре сменные кассеты для символов, каждая кассета вмещает 10 символов; маркировка может производиться только на листе швеллера.
② Пробивной узел имеет закрытый корпус и может пробивать в материале три отверстия разного диаметра (круглое и овальное).
③ Гильотинный блок состоит из двух режущих устройств: для резки плоских прутков и для резки швеллеров. Используется механизм резки с одним лезвием, что обеспечивает аккуратный срез, удобную регулировку зазора и экономию материала.
2. Материал зажимается пневматическим зажимом и быстро перемещается для позиционирования. Материал приводится в движение сервомотором и зубчатой рейкой, что обеспечивает высокую точность позиционирования.
3. Поперечный конвейер состоит из четырех цепей с блоками перемещения и рамой, а цепь приводится в движение двигателем через редуктор.
4. Выходной конвейер состоит из конвейера и цилиндра. После выхода готового материала из основной части машины он вращается и отправляется с производственной линии.
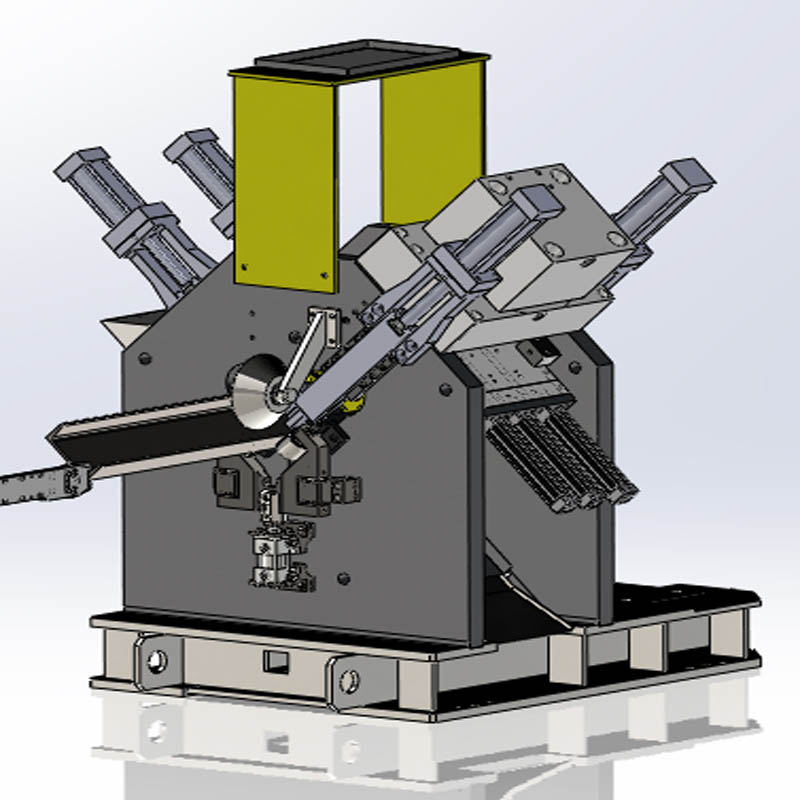
5. Станок имеет три оси с ЧПУ: перемещение и позиционирование подающей тележки, а также перемещение и позиционирование штамповочных инструментов вверх и вниз.
6. Компьютерное программирование простое и позволяет отображать графическое представление материала и координаты расположения отверстий, что удобно для контроля. Используется компьютерное управление, что значительно упрощает хранение и вызов программы; графическое отображение; диагностика неисправностей и удаленная связь.
7. Режим охлаждения гидравлического силового агрегата: водяное или воздушное охлаждение (опционально).
| NO | Имя | Бренд | Страна |
| 1 | сервомотор переменного тока | Дельта/Шнайдеr | Тайвань, Китай / Франция |
| 2 | ПЛК | Йокогава/Шнайдеr | Япония / Франция |
| 3 | Входной модуль | Йокогава/Шнайдеr | Япония / Франция |
| 4 | выходной модуль | Йокогава/Шнайдеr | Япония / Франция |
| 5 | Модуль позиционирования | Йокогава/Шнайдеr | Япония / Франция |
| 6 | Контактор | Сименс | Германия |
| 7 | выключатель двигателя | Сименс | Германия |
| 8 | Вспомогательная цепочка | Кабель | Германия |
| 9 | Электромагнитный разгрузочный клапан | АТОС | Италия |
| 10 | Предохранительный клапан | АТОС | Италия |
| 11 | Электрогидравлический распределительный клапан | ДЖАСТМАРК | Тайвань, Китай |
| 12 | Тяговая пластина | AirTAC | Тайвань, Китай |
| 13 | Воздушный клапан | AirTAC | Тайвань, Китай |
| 14 | Цилиндр | СМК | Япония |
| 15 | Двухуровневая квартира | СМК | Япония |
Примечание: Выше указан наш стандартный поставщик. В случае несоответствия требованиям поставщика и отсутствия необходимых компонентов, он может быть заменен на комплектующие аналогичного качества другого производителя.



Краткая информация о компании  Информация о заводе
Информация о заводе  Годовая производственная мощность
Годовая производственная мощность  Торговая способность
Торговая способность 

